Chemical industry Complete Production Line
199Explore our integrated chemical powder production line. From mixing and conveying to automated packaging, we deliver efficient turnkey solutions for consistent, high-quality output.
View detailsSearch Search the whole station
When a commercial bakery produces thousands of loaves daily, or a food manufacturer blends custom flour mixes for retail, one factor determines success above all others: consistency. Every batch of bread mix, every bag of all-purpose flour, every shipment of pizza dough base must perform identically—batch after batch, day after day.
Behind this consistency lies precision mixing technology. Industrial flour mixers do far more than simply combine ingredients. They ensure uniform hydration, develop gluten structure appropriately, distribute minor additives perfectly, and prepare flour for countless downstream applications. Understanding the capabilities of different mixer types helps processors select equipment that delivers quality while maximizing efficiency.
This article explores how industrial mixing solutions transform raw flour into consistent, high-quality finished products across the baking, food processing, and related industries.

Flour presents unique challenges that generic mixing equipment cannot adequately address:
Particle Size Variation
Flour is not a uniform material. It contains particles ranging from fine dust to coarse bran fragments. Without proper mixing action, these fractions segregate, leading to inconsistent performance in subsequent processing.
Additive Distribution
Modern flour products often contain numerous additives:
These ingredients, often added at rates below 1%, must be distributed with pharmaceutical precision. A variation of 0.1% can alter baking performance dramatically .
Different flour applications require different mixing technologies. Below are the most common industrial mixer types and their optimal applications.
Ribbon Mixers: The Workhorse for Dry Blending
Ribbon mixers are the most widely used equipment for dry flour blending applications. Their design—a horizontal trough with inner and outer helical ribbons—creates a dual-action mixing pattern: the outer ribbon moves material in one direction while the inner ribbon moves it oppositely.
How they work: This counter-current flow continuously folds and refolds the material, achieving complete homogenization regardless of particle size or density differences. The gentle tumbling action preserves particle integrity while ensuring uniform distribution.
Ideal applications:
Typical specifications:


When flour products contain fragile components—such as freeze-dried fruits, probiotics, or delicate flavor granules—gentle handling becomes essential. V-type and double cone mixers provide the answer.
How they work: These units tumble materials through gravity, creating a gentle, diffusive mixing action. The vessel rotates, lifting and cascading the contents with minimal shear or heat generation.
Ideal applications:
Typical specifications:

Modern flour processors increasingly seek integrated solutions that connect mixing with upstream and downstream operations. A complete flour processing line typically includes:
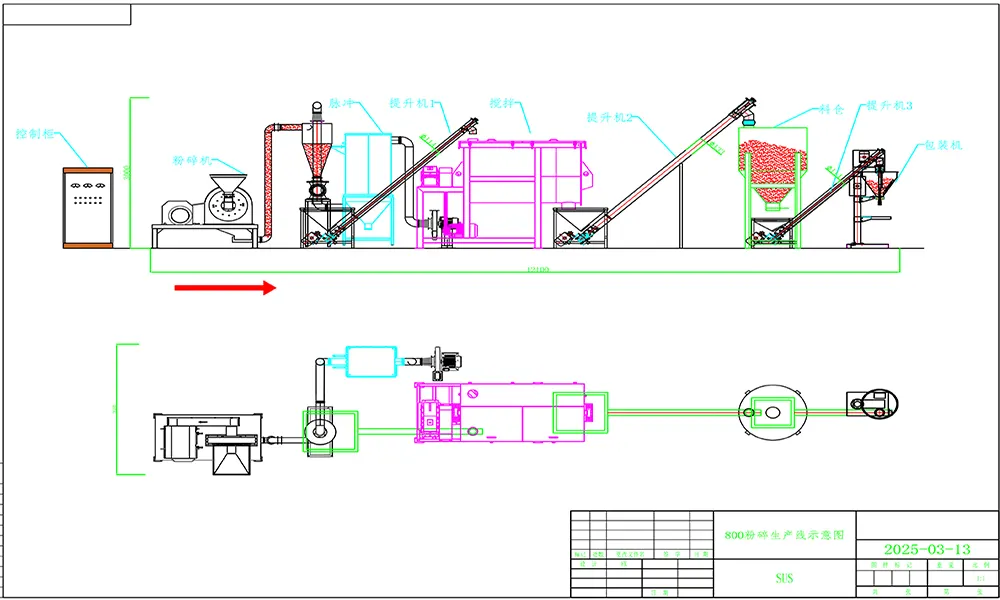
The journey begins at material intake. Bag dump stations and bulk bag dischargers receive raw flour and ingredients while integrated dust collection keeps the work environment clean and safe.
From there, materials travel through enclosed conveying systems. Vacuum conveyors and mechanical elevators transfer powders without segregation or contamination, preserving blend uniformity before mixing even begins.
Before entering the mixer, most lines include a screening step. Vibratory sifters and magnetic separators remove foreign material, protecting both product quality and downstream equipment.
The heart of the operation is the mixing stage. Depending on the application, ribbon mixers, plough shear mixers, or V-type blenders perform the core blending—ensuring every ingredient is uniformly distributed.
After mixing, product moves to intermediate storage. Surge hoppers or IBC bins provide buffer capacity, allowing the mixer to run independently from the packaging line for maximum efficiency.
The final stage is automated packaging. Vertical form-fill-seal machines or automatic bag fillers accurately dispense, seal, and code each package, ready for shipment.
Throughout the entire line, centralized dust collection systems maintain air quality and recover valuable product. The result is a clean, efficient, and fully integrated production line that delivers consistent quality from raw material to finished bag.
The value of integration goes beyond equipment connection. Automated controls ensure every batch follows the same parameters. Enclosed material flow prevents cross-contamination. And streamlined changeovers allow rapid switching between different flour blends. For modern flour processors, an integrated line isn’t just convenient—it’s essential for competing in today’s quality-driven market.
Commercial Bakeries
Industrial bakeries rely on precision mixing for:
A typical commercial bakery might process 2,000kg of flour hourly, requiring mixers that deliver consistent results with minimal downtime
Flour Millers
Flour mills use mixers for:
Bakery Ingredient Suppliers
Companies producing premixes and concentrates require:
Flour mixing equipment must meet stringent sanitary standards. Key requirements include:
A European manufacturer of specialty baking mixes faced challenges with their existing blending process. Their product line included over 20 different formulations, ranging from simple all-purpose flour to complex bread mixes containing 10+ ingredients. Changeovers required extensive cleaning, and batch uniformity occasionally fell below specifications.
The solution: A custom-engineered ribbon mixer system with:
Results:
The system integrated seamlessly with their existing vacuum conveying and automated packaging lines, creating a complete turnkey solution.
Selecting mixing equipment involves more than comparing specifications. The right partner brings:
In flour processing, mixing is not merely a step in production—it is the foundation of product quality. Proper mixing ensures that:
The right mixing technology transforms raw flour into consistent, high-value products that build brand reputation and customer loyalty.
Ready to optimize your flour mixing process?
Contact our food processing specialists to discuss your specific application. With over two decades of engineering excellence and hundreds of installations worldwide, we help flour processors achieve the consistency their customers demand.
Online Message

Explore our integrated chemical powder production line. From mixing and conveying to automated packaging, we deliver efficient turnkey solutions for consistent, high-quality output.
View details
Food grade stainless steel mixer made of 304 or 316 steel. Corrosion-resistant, large-opening design for easy cleaning, and dual mixing action for uniform blending. Ideal for food, beverage, and pharmaceutical production. Ensure safety and quality.
View details
Prevents metal powder segregation and particle damage. The three-dimensional motion mixer can uniformly mix metal powder within 10-20 minutes with virtually no contamination.
View details
Achieve consistent flavor in every batch with industrial mixers for spice powders. Ribbon and plough shear mixers ensure uniform blending, gentle handling, and micro-ingredient accuracy. Ideal for curry, seasoning, and premium spice blends.
View details