In modern chemical manufacturing, mixing, conveying, and packaging are no longer isolated processes—they are interdependent stages within a complete value chain. Traditional segmented production models face numerous challenges: dust leakage during material transfer, cross-contamination risks, high labor costs, and inconsistent batch-to-batch quality. An integrated end-to-end solution addresses these pain points by seamlessly connecting each unit operation into a fully enclosed, automated, and intelligent system—helping chemical producers enhance product quality, ensure workplace safety, and maximize operational efficiency.
The complete system features a compact, space-saving design with seamless integration of key components: bag discharging and feeding systems, mixing units, finished product packaging, centralized controls, and integrated dust collection. This streamlined configuration ensures optimal efficiency and maximum productivity.
Feeding & Bag Opening Systems
Combined Small Bag/Bulk Bag Discharging Station: Integrated dust collection and vibrating screening to ensure a clean feeding environment while preventing oversized particles or debris from entering the mixing system.
Enclosed Conveying System
Prevents dust leakage and cross-contamination; energy-efficient; modular design for easy cleaning. Effectively eliminates static electricity buildup during conveying and protects material integrity.
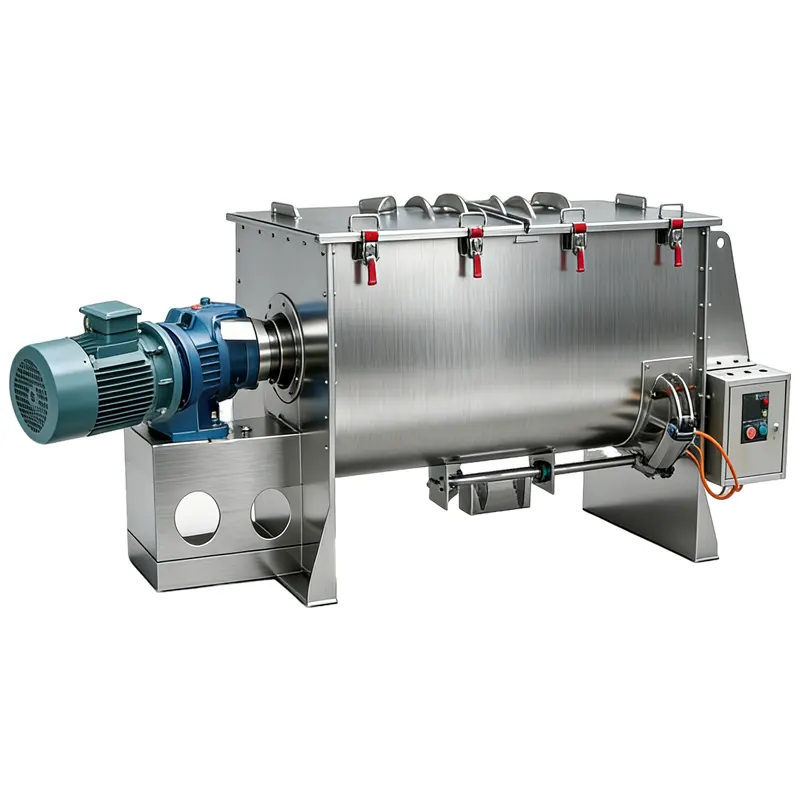
Mixing & Homogenizing Systems
Depending on material characteristics and process requirements, a range of industrial mixers can be deployed.