Submit your requirements to us and we will contact you within 24 hours.
Search Search the whole station

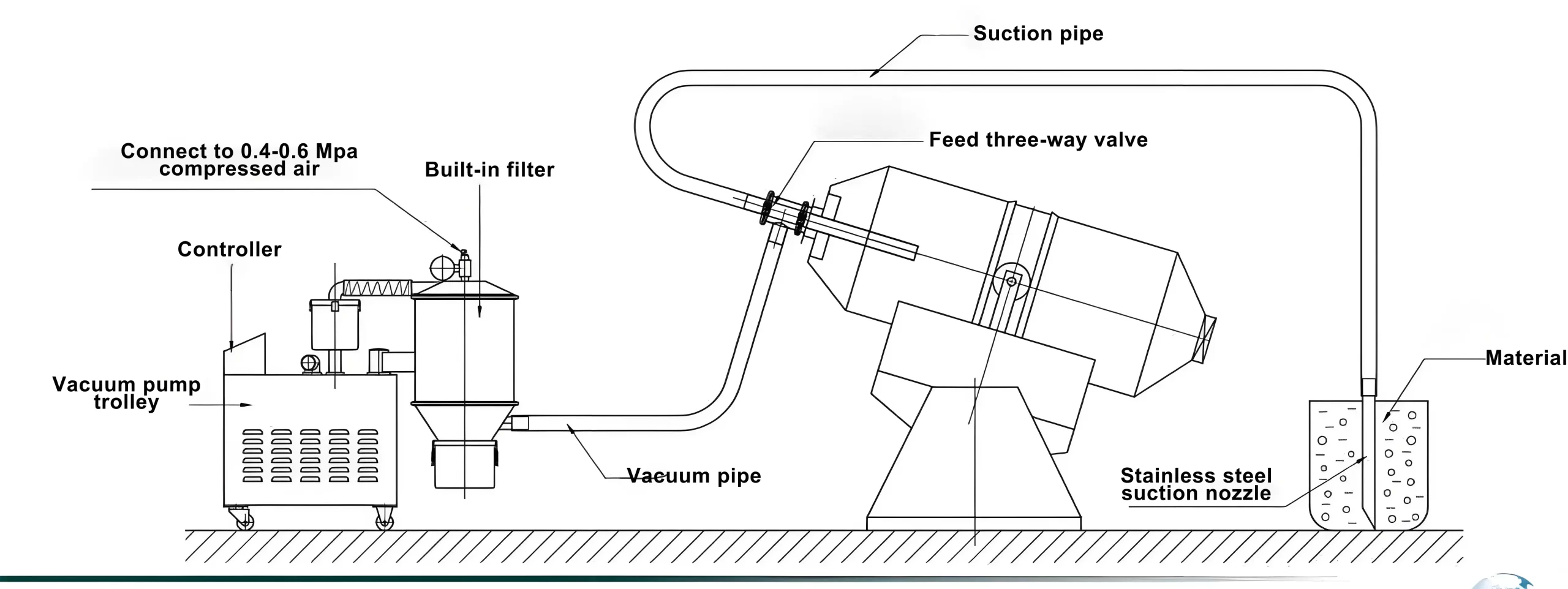
vacuum conveyor represents an advanced pneumatic conveying solution for modern powder and granule handling. Utilizing negative pressure technology, it transports dry bulk materials cleanly and efficiently through sealed pipelines directly to processing equipment—such as mixers, hoppers, or packaging machines.
By fully automating the charging process, it significantly reduces manual labor while eliminating dust exposure and cross-contamination risks. Engineered with a high-efficiency filtration and separation system, it ensures only product reaches its destination.
This makes it the preferred choice for pharmaceutical, food, and chemical industries where hygiene, safety, and process integrity are paramount.
| Model | Capacity (T/h) | Power (Kw) | Air Consumption (L/min) |
|---|---|---|---|
| S-V1 | 0.4 | 1.5 | 10 |
| S-V2 | 0.6 | 2.2 | 20 |
| S-V3 | 1.2 | 3 | 50 |
| S-V4 | 2 | 4 | 100 |
| S-V5 | 3 | 4 | 150 |
| S-V6 | 4 | 5.5 | 200 |
| S-V7 | 6 | 7.5 | 300 |
| Model | Capacity(T/h) | Air Pressure | Air Consumption (L/min) |
|---|---|---|---|
| S-F1 | 0.4 | 0.6~0.8MPa | 180-200 |
| S-F2 | 0.6 | 0.6~0.8MPa | 360-400 |
| S-F3 | 1.2 | 0.6~0.8MPa | 720-800 |
| S-F4 | 2 | 0.6~0.8MPa | 1450-1800 |
| S-F5 | 4 | 0.6~0.8MPa | 1800-2520 |
Vacuum Conveyor Combined with Mixer Working Process



Online Message
